
При обтачивании фасонных деталей обычные токарные резцы не обеспечивают точности получения профиля и мало производительны. Их применение целесообразно главным образом для обтачивания фасонных деталей в единичном или мелкосерийном производстве. В крупносерийном и массовом производстве в качестве основного вида режущего инструмента для обработки фасонных деталей находят применение специальные фасонные резцы. Они обеспечивают идентичность формы, точность размеров и высокую производительность, а также допускают большое количество переточек.
Фасонные резцы можно разделить на призматические и круглые.
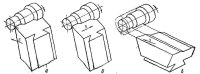
Круглые резцы применяются для наружного и внутреннего обтачивания. Призматические — только для наружного. В процессе работы призматические фасонные резцы могут иметь расположение базы крепления либо параллельно оси детали, либо наклонно. Ось круглых фасонных резцов располагается либо параллельно оси обрабатываемой детали, либо наклонно.
Наклонное расположение базы крепления призматического резца или оси круглого фасонного резца применяется в исключительных случаях, когда конфигурация детали на отдельных участках профиля не обеспечивает получения оптимальных задних углов при параллельном расположении. Приведенные выше резцы являются радиальными, т.е. устанавливаются по отношению к деталям таким образом, чтобы обеспечить поперечную подачу по радиусу или наклонно к нему. При этом ось детали в процессе резания пересекается одно или несколькими точками режущей кромки. При работе радиальных фасонных резцов происходит постепенное срезание в виде непрерывной стружки всего подлежащего удалению объема металла одним режущим лезвием, причем режущая часть периметра постепенно увеличивается и к концу работы достигает всей длины лезвия резца. Вследствие этого радиальный резец работает в тяжелых условиях резания. При обработке длинных деталей возможен прогиб его от сил резания.
Призматические резцы могут быть также тангенциальными. В этом случае они осуществляют касательное направление подачи к обрабатываемой фасонной поверхности. Режущие лезвия призматических тангенциальных резцов устанавливаются на определенном расстоянии от оси обрабатываемой детали. Так как тангенциальные резцы ввиду сильно вытянутых в длину фасонных лезвий обрабатывают профиль не сразу по всему контуру, а постепенно, ими можно обтачивать относительно длинные фасонные детали.
Круглые фасонные резцы бывают с кольцевыми образующими фасонных поверхностей или с образующими, расположенными по винтовой линии.
Более широкое применение находят круглые фасонные резцы, главным образом из-за простоты изготовления. Кроме того, эти резцы выдерживают большое число переточек. Призматические фасонные резцы обладают повышенной точностью и надежностью крепления.