
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
КОНЦЫ ШЛИФОВАЛЬНЫХ ШПИНДЕЛЕЙ С ВНУТРЕННИМИ БАЗИРУЮЩИМИ ПОВЕРХНОСТЯМИ Присоединительные размеры
Grinding spindle noses with internal datum surfaces. Coupling dimensions. ГОСТ 2324-77
Взамен ГОСТ 2324—67
Постановлением Государственного комитета стандартов Совета Министров СССР от 23 марта 1977 г. № 700 срок действия установлен
с 01.01 1979 г.
до 01.01 1984 г.
Несоблюдение стандарта преследуется по закону
1. Настоящий стандарт распространяется на концы шлифовальных шпинделей с внутренними базирующими поверхностями (цилиндрическими и коническими) для установки вспомогательной оснастки шлифовального инструмента.
2. Присоединительные размеры концов шпинделей должны соответствовать указанным на черт. 1 и 2 и в табл. 1 и 2.
Концы шпинделей с внутренней базирующей цилиндрической поверхностью
Исполнение 2
Черт. I
Издание официальное Перепечатка воспрещена
Стр. 2 ГОСТ 2324—П
Таблица 1
мы
i (пред. откл. по А,) ‘i rf. О.
не ыенее L и и с, не более ‘Ч <72
3 М2,5 — 5 5 4 11 1 0,2
4 МЗ — 6 6 5 13
5 М4 — 8 8 6 18 1,2 0 3
6 М5 — 10 10 8 21
,9 Мб — 13 13 10 26 1,6 0,4
10 М8 8 15 16 13 34
13 М10 12 18 20 16 40 9 0,5
16 М14Х1.5 15 22 25 20 50
20 М16Х1.5 18 28 32 25 65 2,5
25 М20Х2 24 36 40 32 80 3 1,0
32 М24Х2 30 45 4.5 40 100 4
ГОСТ 2324—77 Стр. 3
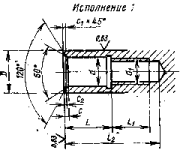
Концы шпинделей с внутренней базирующей конической поверхностью
Исполнение 1 Исполнение 2
Черт. 2
Таблица 2
ми
Конус Морзе d <*. d, d, D,
не менее о. L L, и и с с,
0 9,045 Мб 6,5 6,7 18 М16хЬ5 55 13 73 13 1,6
2 2,5 1
1 12,065 М8 9 9,7 22 М20Х1.5 60 16 85 16
2 17,780 М12 13 14,9 28 М27Х2 70 20 100 20 25 1,6
3 23,825 М16 18 20,2 36 М36Х2 90 25 125
4 31,267 М20 25 26,5 45 М45ХЗ 115 32 160 30 3 2
Стр. 4 ГОСТ 2324—77
3. Направление резьб Dx и dx должно быть противоположно направлению вращения шпинделя.
4. Резьба — по ГОСТ 9150—59. Поле допуска на наружную резьбу — 6g, на внутреннюю — 6Н по ГОСТ 16093—70.
5. Выход резьбы, сбеги, проточки и фаски — по ГОСТ 10549—63.
6. Допускается уменьшение не более чем в два раза длины Кон-уса Морзе.
7. Размеры канавки для выхода инструмента — по ГОСТ 8820—69.
8. Шероховатость базирующих поверхностей должна соответствовать указанной в табл. 3.
Таблица 3
Цилиндрическое отверстие, мм Коническое отверстие-Конус Морзе Параметр шероховатости На, мкм, по ГОСТ 2789-73
До Ю Св. 10 0; 1
2; 3; 4 0,63 0,32
9. Допускается для элёктро и пневмошпинделей с числом